Fluid transfer
Pump housing
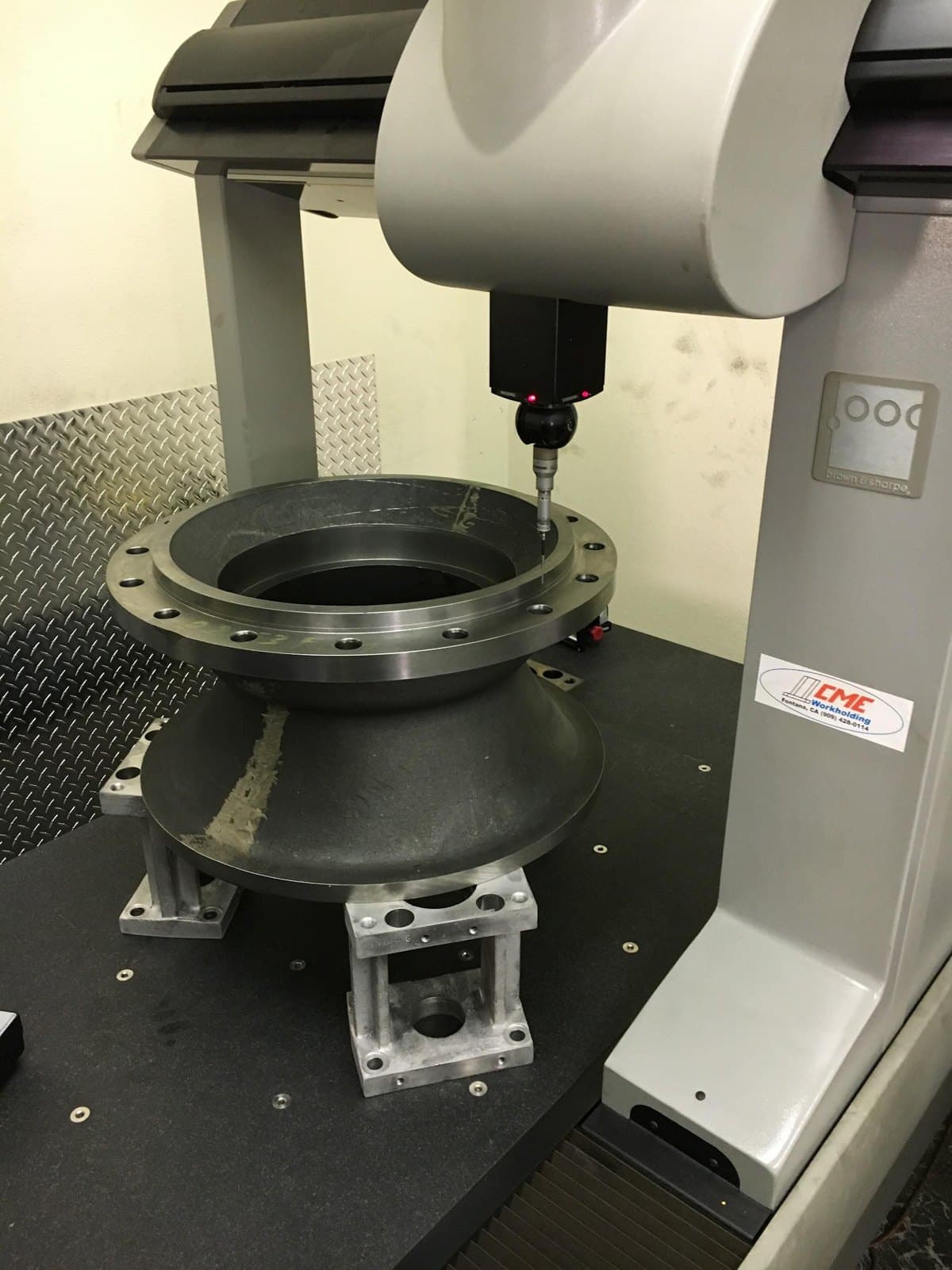
Cast component with inspection-ready geometry for pump and flow-control equipment.

V-process sand casting and in-house CNC machining. Founded in 2021 and built around one-stop production: design review through final inspection under one roof.
We bridge the gap betweenengineering intent andmanufacturable reality.
Geometry, gating, and machining strategy reviewed before any tooling spend. Print arrives, engineering responds — not a quote bot.
Design review, pattern, pour, machine, inspect — one shop, one schedule. No handoffs, no waiting on a subcontractor queue.
±0.0005″ machined tolerance, with 2026 clean-room CMM inspection supporting .0001″ measurement on machined surfaces. The part performs because the process produced it that way.
Six disciplines, one shop. Vertically integrated from V-process casting through Mazak / Enshu machining and CMM inspection — no handoffs, no schedule slippage waiting on someone else’s queue.
SolidWorks-led manufacturability review before any tooling spend.
Rapid prototype patterns produced in-house. Iteration in days.
Cast iron, ductile iron, and grey iron. 10 to 1,000 lbs pour.
Gating, risering, defect reduction solved at the process level.
Mastercam. Fanuc, Mazak 8800, and Enshu 4-axis capacity. Critical features to ±0.0005".
CMM inspection, clean-room buildout, process validation, dimensional reports.
Pump, gear, differential, railroad, and medical components shown as application proof. Each card identifies the market and the work represented so the photos read as production evidence, not decoration.
Cast component with inspection-ready geometry for pump and flow-control equipment.
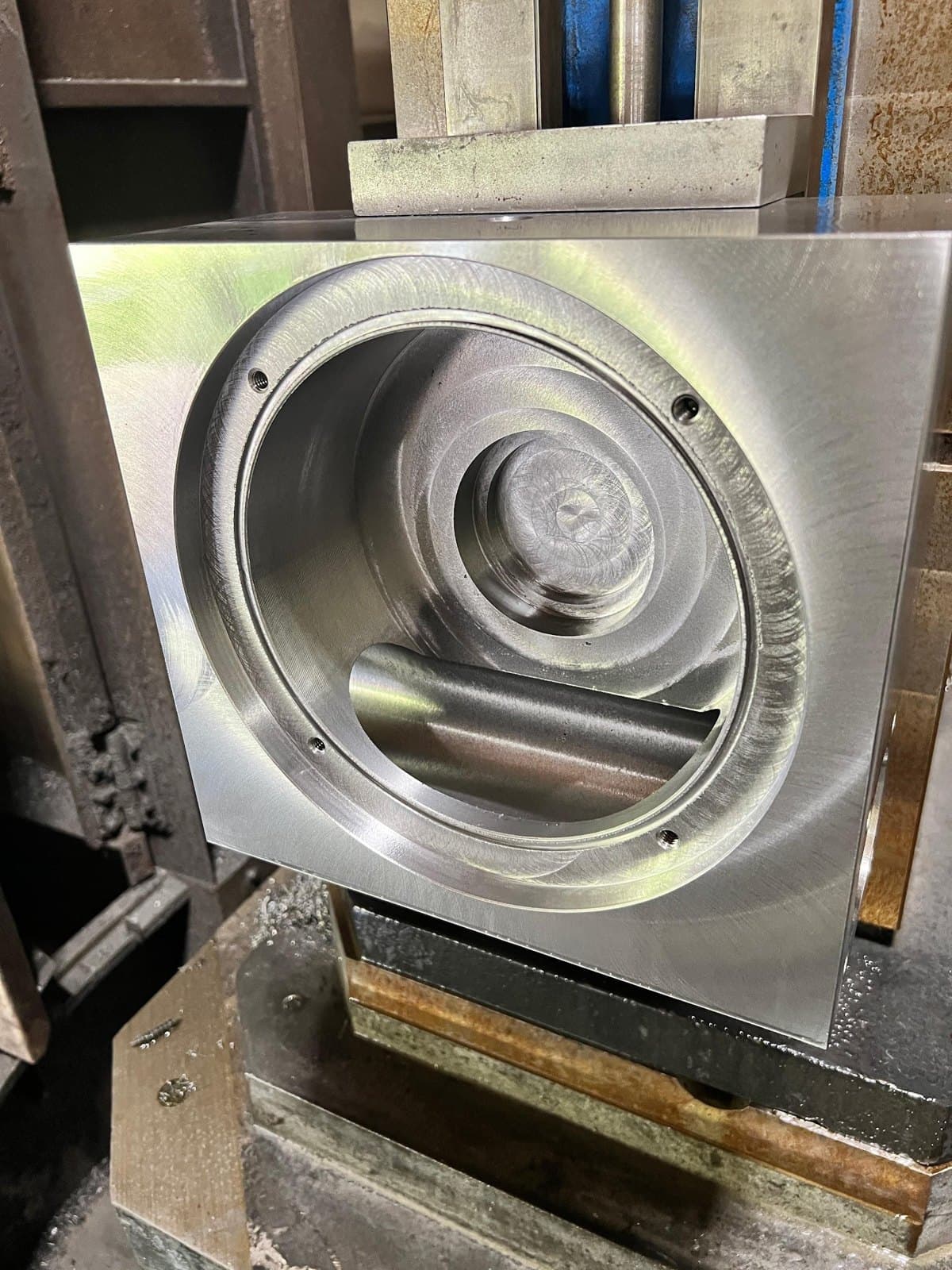
Machined housing with multiple precision bores and bearing surfaces.

Cast and machined axle component for OEM transportation applications.

Repeat castings staged for railroad switch and track-control assemblies.

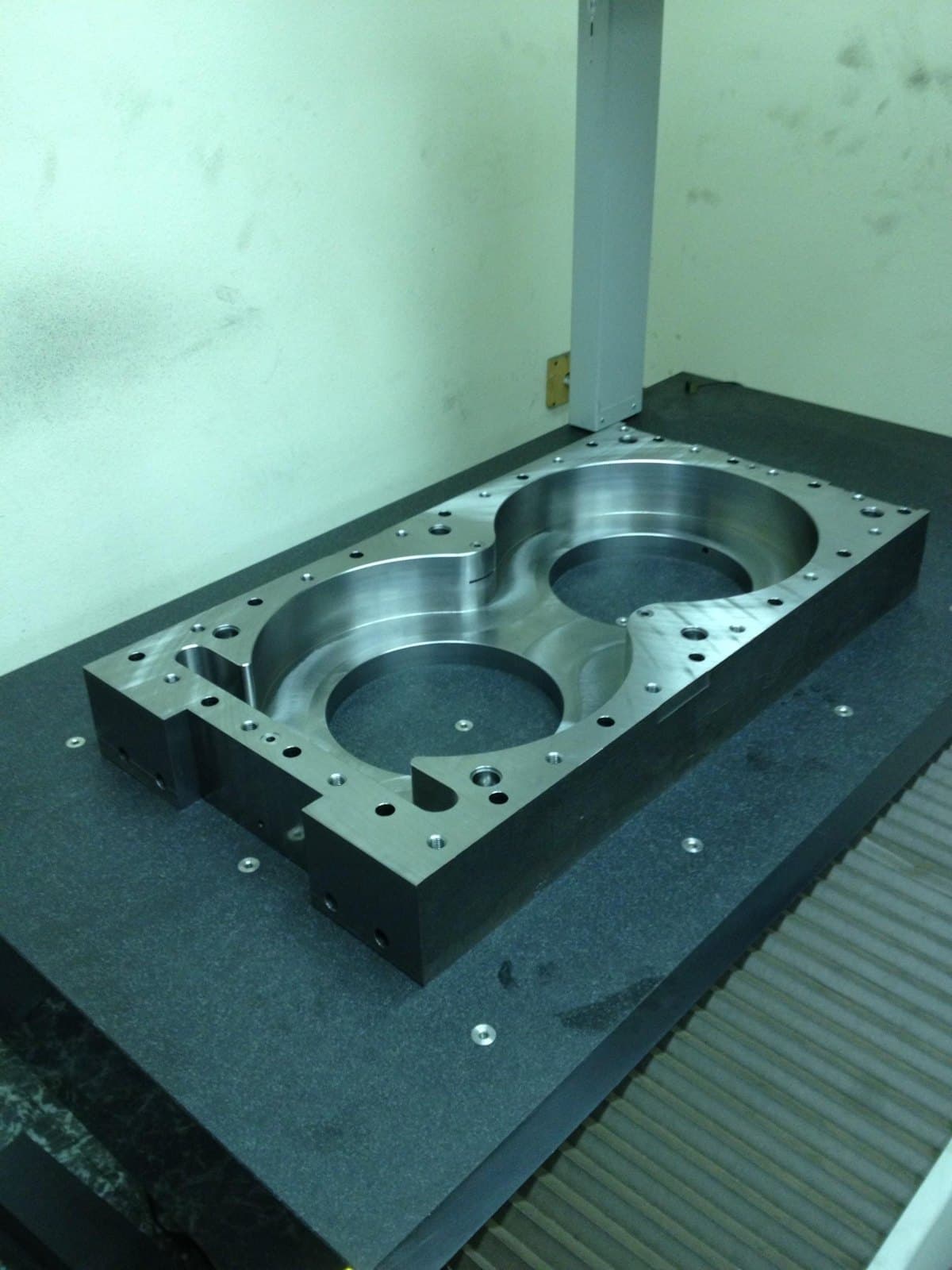
Structural base casting for medical equipment with clean downstream machining needs.
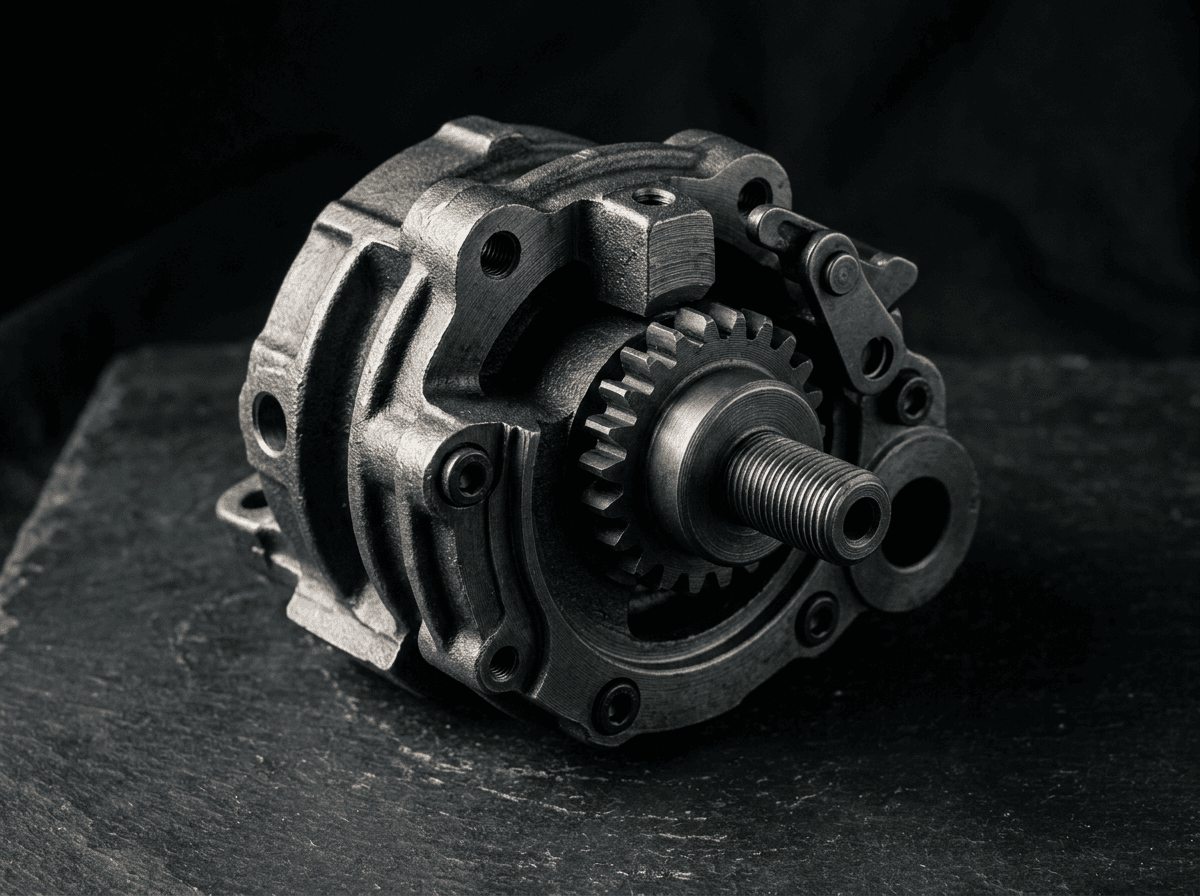
Fully machined railroad gear housing with large precision bearing geometry.

Ductile iron housing on fixture, built for strength and finished-part accuracy.
Applied Metallurgical was founded in 2021 in Gilmer, Texas. Its operating model was shaped several years earlier when Bret Hartman began refining V-process technology around a vertically integrated shop: cast, machine, inspect, and deliver completed components from one facility.
That model reduces outside processing, tightens scheduling control, and positions the company for stronger margins than the traditional foundry model. The next planned expansion, Plant 2, is designed for up to 8 tons of castings per day with additional Mazak 8800 machining centers and 36-pallet automation systems.
Founder and CEO Bret Hartman began engineering and refining V-process technology to reduce production cost, increase efficiency, and support fully completed component manufacturing.
Production operations were built from the ground up in Gilmer, Texas, with equipment and machines moved from Commercial Machine / Commercial Castings into the new plant.
The shop combines foundry and machining capabilities into a one-stop manufacturing operation for customers that need completed components, not disconnected vendor handoffs.
Developed by Mel Hartman and associates in Los Angeles, California, focused on mid-size to large castings.
Operations moved to Fontana, California, with separate facilities for foundry production, mold and core construction, painting and staging, machining, and customer pattern storage.
Equipment and machines from Commercial Machine / Commercial Castings were transported to Gilmer, Texas, where AMC refined production practices around V-process casting and in-house machining.
Cast iron and ductile iron components for medical equipment, heavy industrial machinery, and OEM transportation. From 10-lb prototypes to 1,000-lb structural castings — engineered, poured, and machined under one roof.
STEP, IGES, SolidWorks, or PDF. We’ll review the geometry, flag the manufacturability issues, and quote it back.